Гибка труб: качество и внешний вид
Процесс сгибания под углом цилиндрических труб имеет как преимущества, так и недостатки. Тем не менее, без неё не обойтись. В данной статье мы подробнее ознакомимся с технологией процесса.
Бесшовная альтернатива
Возьмём простой пример. Маршрут теплотрассы требует загиба трубопровода. Проще всего будет взять две трубы и вварить между ними соединительный патрубок. Это так, но, во-первых, патрубок не цельный, он состоит из нескольких «лоскутов», которые нужно скрепить друг с другом посредством сварки. Во-вторых, сварочные швы требуют последующей шлифовки. В третьих, прочность и герметичность у таких швов гораздо ниже, чем у цельной трубы. Поэтому для трубопроводов, способных выдерживать высокое давление, используют другой способ – гибку.
Гибка трубы исключает выполнение многих трудоёмких процессов, связанных со сваркой, что не только положительно влияет на качество изделия, но и делает его более экономичным. Кроме того, без сварочных швов металл будет смотреться гораздо лучше. Согнутые бесшовные трубы могут применяться, скажем, при производстве опорных поручней для людей, передвигающихся на инвалидных колясках. Таким образом, гибку можно рассматривать как альтернативу сварке – там, где изделия должны иметь бесшовную и идеально ровную поверхность.
Параметры:
- круг пруток - до 40 мм
- труба круглого сечения до 60 мм
- прямоугольная - до 50 мм
- минимальный радиус гиба – 10 х D трубы.
- Для работы с профильной трубой возможно изготовление специальной оснастки, что позволяет осуществлять гибку профильной трубы различного сечения.
Без складок и растяжений
Подобная технология имеет ряд своих специфических тонкостей. Остановимся на них. Прежде всего, при гибке меняются форма и площадь сечения трубы, происходит растяжение стенки на внешнем радиусе загиба, а на внутреннем появляются складки (гофры). Однако в окончательном варианте не должно быть никаких признаков деформации.
Существуют два способа – горячий и холодный. Первый используется для толстостенных труб большого диаметра, поэтому требует предварительного разогрева материала. Второй применяют для труб из цветных металлов.
Приемущества холодной гибки
Перед сгибанием трубу разогревают до 900 градусов, но не выше, иначе снижаются качественные характеристики материала. Внутреннее пространство трубы набивают предварительно высушенным кварцевым песком. Нельзя использовать мелкий и влажный песок.
Также недопустимо наличие посторонних твёрдых посторонних предметов: они могут повредить стенку трубы.
Перед началом набивки один конец трубы заглушают пробкой. Качество наполнения проверяют простукиванием изделия, звонкий звук будет свидетельствовать о том, что песок набит не плотно.
В ходе сгибания рабочие постоянно проверяют требуемую геометрию трубы с помощью шаблона. По окончании работы удаляют пробки, высыпают песок и промывают готовую трубу.
Холодная гибка используется чаще, чем горячая. Способ подходит для работы с более мягкими и ковкими металлами, поэтому работа с ними требует применения стабилизатора (дорна). Это элемент, который на время обработки вставляется в полость трубы непосредственно в точку изгиба. Дорны бывают жёсткими и гибкими.
Куда обращаться
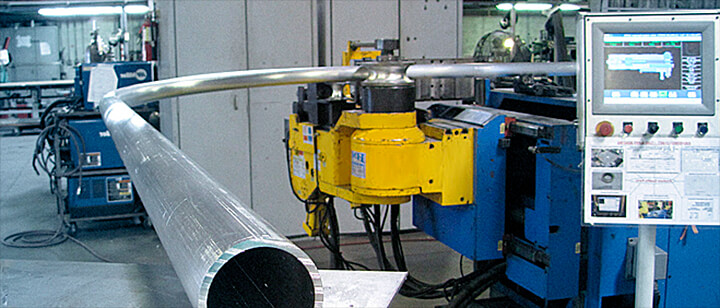
Компания «Вертикаль» имеет оборудование с программным управлением, что обеспечивает точность следования параметрам при гибке нескольких труб, гладкую поверхность материала без механических повреждений.
Для получения более подробной информации обращайтесь по телефону или электронной почте, указанным на главной странице сайта. Мы гарантируем высокое качество исполнения вашего заказа в сжатые сроки.